
Lanfranco Grassetti
35 anni in SNIA
1967-2001

Nella SNIA di Varedo ho lavorato come:
- Capo Reparto Servizi Tessili Viscosa
- Capo Reparto Impianto Orditure e Incollaggi
- Super Visore Stabilimento (turnazione nei giorni festivi e pre-festivi) in tutti gli Impianti Viscosa e successivamente, negli Impianti Sintetici
Ciò mi ha consentito di acquisire esperienze ed essere l’unico ex dipendente che conosca il più grande Stabilimento del Gruppo SNIA.
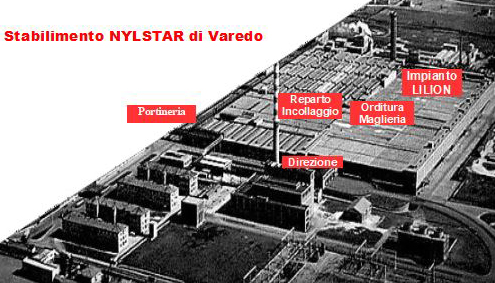
– VAREDO –

Nato da mamma abruzzese e papà marchigiano il 25 marzo 1944 ad ATRI (TE), registrato presso l’ufficio anagrafe con i nomi Lanfranco, Gilberto, Paolino, sfollo da Pescara causa bombardamento degli Alleati sulle truppe Tedesche in ritirata.
Rientrati a Pescara, troviamo la nostra casa distrutta dai bombardamenti, così siamo costretti ad alloggiare temporaneamente a Silvi Marina a casa dei nonni materni.

Tornati successivamente a Pescara, frequento:
– la scuola Elementare di via Francesco Tedesco;
– la scuola secondaria di Avviamento Professionale a tipo Industriale Statale di via Tiburtina;
– dati gli esami d’integrazione per l’ammissione alle scuole superiori presso l’Istituto Tecnico di Chieti.
Il 1° di ottobre 1958 mamma Giovina e il sottoscritto raggiungiamo a Novara papà Gabriele, (impiegato nelle Ferrovie dello Stato) e mia sorella maggiore Annamaria, trasferitisi otto mesi prima.
Mi diplomo Perito Tessile, il 17 luglio 1965 presso Istituto Tecnico Industriale Statale

Il 9 settembre 1965 sono chiamato al servizio militare di leva a Casale Monferrato

Mi congedo il 15 novembre 1966.
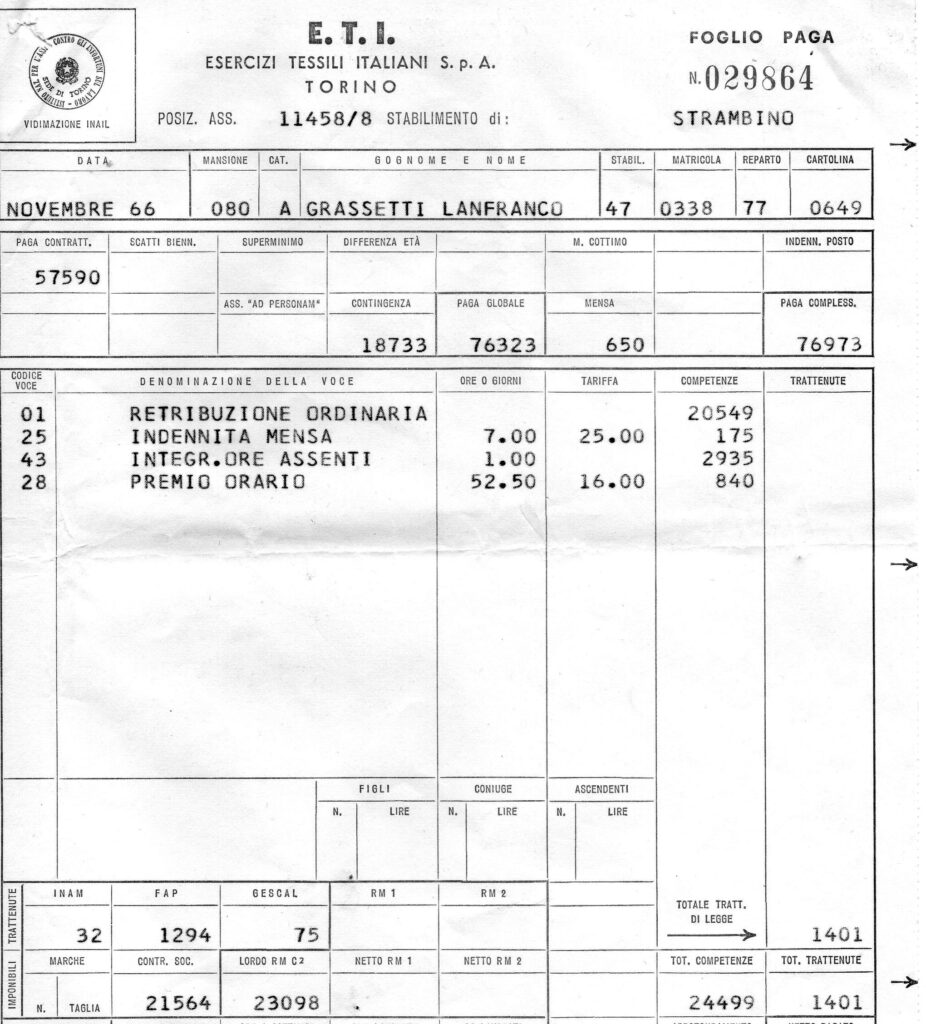
Il 21 novembre 1966 inizio il mio primo lavoro presso ex gruppo COTONIFICI VALLESUSA, nello Stabilimento “ESERCIZI TESSILI INDUSTRIALE” di Strambino (IVREA) che lascio dopo circa un mese.
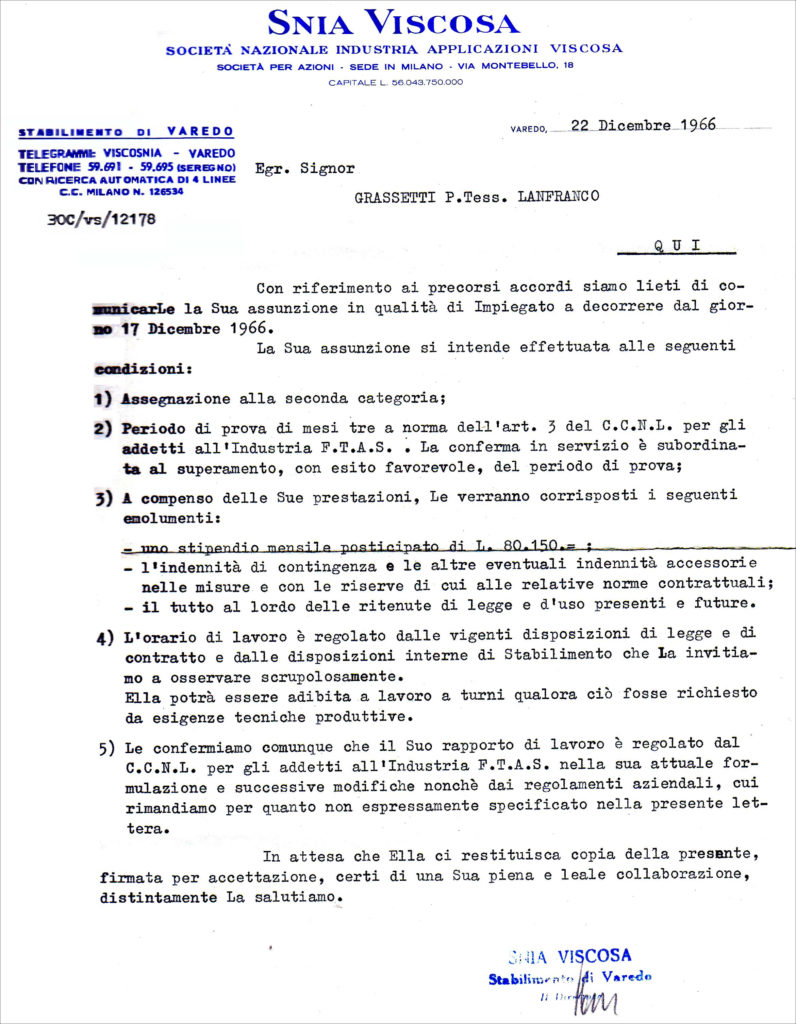
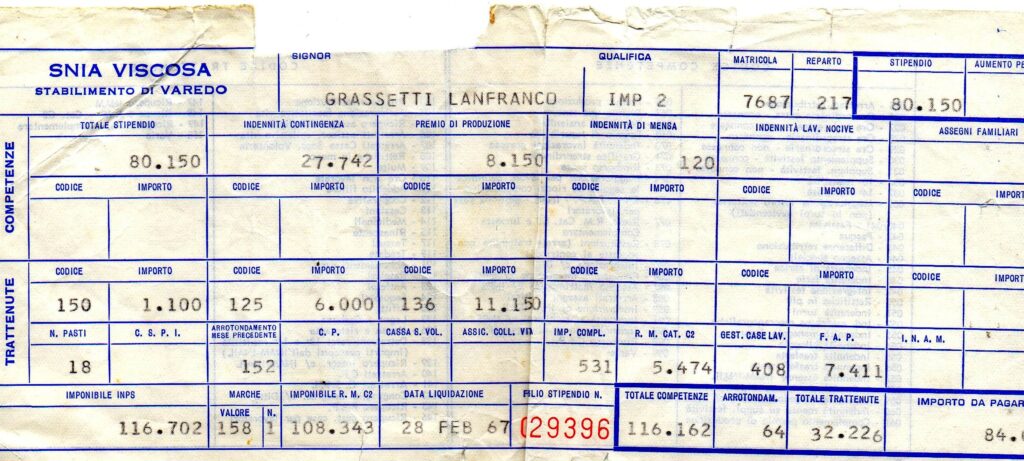
Assunto dalla SNIA VISCOSA di Varedo il 17 dicembre 1966: direttore di Stabilimento è il dr. Daniele SALOM e nell’azienda sono impiegati circa 5500 dipendenti e 500 operatori di imprese esterne, che lavorano fino a sabato mattina.
La Società offre molte agevolazioni ai suoi dipendenti, come:
- dormitoi per gli operai scapoli
- appartamenti per impiegati scapoli
- appartamenti per le famiglie
- mense aziendali a mezzogiorno e sera
- cooperativa alimentare
- CRAL dopolavoro
- mutua sanitaria gratuita
- convenzione clinica Mangiagalli di Milano
- asilo nido per bimbi sino a tre anni, con distribuzione mensile di alimenti
- colonie estive, marine e montane
- soggiorni per cure termali
- buoni annuali per acquisto abbigliamento
- pacco natalizio per i figli sino a 12 anni
- borse di studio
- premio alle IDEE
- premio fedeltà decennale
- casse previdenziali
- servizio trasporto pullman (sino a Bergamo)
Entro dal portone principale che dà su un ampio spazio contornato da pini e tagliato da larghe strade parellele tra aiole verdi. Il fronte dello Stabilimento vero e proprio appare come un esile corpo centrale a forma tondeggiante, con due enormi ali. Tra il corpo centrale e le ali, corrono due strade che affondano nel cuore della fabbrica, rettilinee, lunghissime: due ciminiere e una torre emergono sullo sfondo, a sinistra e a destra, come altissimi pennoni di ideali bandiere; quello che vedo. entrando, sono gli impianti di rayon centrigugo e fiocco.
Vengo assunto come Assistente Capo Reparto “ORDITURA e INCOLLAGGIO” fili sintetici e artificiali, i cui responsabili sono: capo impianto Roberto GAVARDI, capo servizio RACCHETTI e capo reparto Pasquale GUARINO.
Dopo circa un anno di tirocinio, nel 1968 sono trasferito e nominato Capo Reparto alle “ROCCHE VA II° con novanta operai (filato viscosa Continuo Tessile) capo servizio dr. Silvio DESCRILLI e responsabile degli Impianti Viscosa dr. Carlo OROMBELLI.
Successivamente responsabile anche del reparto ROCCHE VA I° con centottanta operai (filato rayon Centrifugo e Cord) capo servizio MATTANA, sostituito dopo qualche mese dal dr. Agostino AMODEO.
Direttore di stabilimento, dopo il pensionamento del dr. Salom, viene nominato l’ing. Arturo RIVA, che purtroppo muore prematuramente dopo qualche mese e sostituito a sua volta dall’ing. Antonio GIULIANI da Napoli.

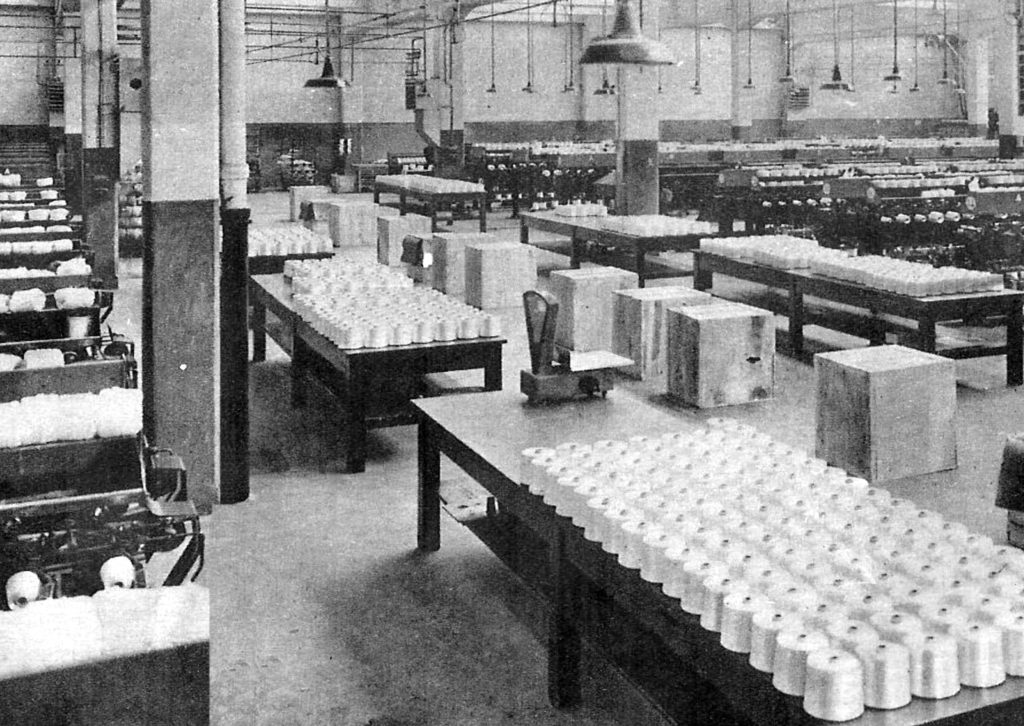
Nei reparti tessili, di cui sono responsabile, vengono effettuate le operazioni di stracannaggio dei filati, da una confezione di partenza (spoloni, provenienti dalle filature CONTINUO TESSILE, CORD e dalle focacce, dalla filatura RAYON CENTRIFUGO) ad una chiamata ROCCA, nella quale il filato è avvolto su un tubetto rigido felpato di cartone.
Tale operazione è necessaria per preparare il filato su una confezione più idonea alle successive lavorazioni, quali l’orditura per tessitura o trama per i telai.
Le macchine utilizzate, chiamate ROCCHETTIERE, sono costituite ciascuno da:
- motore principale per la trasmissione moto tramite cinghia
- 54 mandrini ad espansione sulle quali vengono infilati i tubetti
- n° giri costante
- velocità di avvolgimento decrescente all’aumentare del diametro
- tendifilo a pettine
- stribbia meccanica con fessura calibrata per l’eliminazione di eventuali difetti presenti sul filo
- tastafilo che percepisce la presenza del filo e, in caso di assenza a seguito di una rottura del filo, interviene e arresta il mandrino
- guidafilo per lo zetto
- rocca di forma troncoconica
- peso gr. 2350
Nell’ambito delle attività del CRAL AZIENDALE viene fondato il G.S. Calcio ENAL SNIA VAREDO con l’iscrizione ai tornei aziendali provinciali del C.S.I. Presidente Grassetti Lanfranco, allenatore Savarese Aniello.

Il 16 maggio 1970, viene bloccato lo Stabilimento per 23 giorni senza giustificazione sindacale da elementi per la maggioranza estranei all’Azienda con intimidazioni e violenza, che creano enormi disagi alle famiglie di quasi 4000 lavoratori.
Nello stesso giorno, presso la chiesa di Santa Maria della Bicocca di NOVARA, mi sposo con Maria Clara, anch’essa dipendente della Snia Viscosa di Varedo. Dal matrimonio nascono le figlie Sabrina e Donatella.
Il 20 maggio 1970 entra in vigore la Legge 300 “STATUTO dei LAVORATORI” grande cambiamento sulla tutela dei lavoratori:
- diritti dei lavoratori
- tutela del lavoro
- diritto ad una giusta retribuzione
- tutela della donna lavoratrice e del lavoro minorile
- previdenza sociale
- libertà sindacale
- diritto di sciopero
Gli scioperi negli anni ’70 furono pesanti. con picchettaggi all’ingresso dello Stabilimento, effettuati da personaggi estraenei all’Azienda, i quali bloccavano tutti quelli che volevano entrare. Questi personaggi venivano reclutati dagli attivisti interni dello Stabilimento ed erano operai facinorosi provenienti dalle aziende limitrofe; un modo, per i nostri sindacalisti, di non esporsi in prima persona. Successivamente gli scioperi si fecero sempre piu duri, e si cambiò metodo, cioè, sciopero bianco con cortei all’interno dei reparti, buttando fuori tutti quelli che non si erano astenuti. Le minacce, insulti, sputi e spintonamenti erano all’ordine del giorno, ci furono anche casi di rovesciamento di scrivanie negli uffici, messo un cestino di carta in testa ad un capo servizio e preso a calci un responsabile del Servizio del Lavoro.
Questo era il clima che si viveva all’interno dello Stabilimento, e a quel punto, per salvaguardare l’incolumità dei tecnici dei reparti produttivi, la Sede Centrale di Milano diede disposizione di non reagire alle provocazioni, e di abbandonare i reparti (nessun responsabile si attenne a quanto disposto, non per eroismo, ma per un senso di dovere alla salvaguardia degli impianti ).
Gli anni caldi cessarono definitivamente con la chiusura degli impianti Viscosa.
Le maestranze che lavorano nelle filature degli impianti viscosa e in alcune fasi di lavorazione dell’impianto Preparazione Viscosa, sono indennizzati mensilmente e hanno diritto a mezzo litro di latte al giorno, perché esposti in ambienti nocivi, causati dalle esalazioni dei bagni di coagulo del filo viscosa (solfato di sodio anidro, acido solforico e solfato di zinco) e soggetti a malattie professionali quale il solfocarbonismo. Pertanto, conoscendo la nocività degli ambienti di lavoro, molti operai si licenziarono per andare a lavorare all’Autobianchi di Desio o all”Alfa Romeo di Arese, carenti di manodopera.
Per migliorare gli ambienti di lavoro, l’Azienda ha provveduto negli anni ad investire sulle chiusure ermetiche dei filatoi, aumentare il ricambio d’aria e costruendo una ciminiera alta 108 metri per estrazione dell’aria dall’Impianto Fiocco Viscosa. Inoltre sono state programmate visite periodiche presso la Clinica del Lavoro, per tutti i lavoratori dei reparti nocivi e dei servizi.
Una considerazione, comunque, fa va fatta, senza se e senza ma, che, sulla salute non si scherza, non solo per la SNIA VISCOSA, ma anche per le: – Fabbriche automobilistiche, con le sue catene di montaggio e reparti di verniciatura – Tintorie – Concerie – Filande – Miniere – Cementifici – Fonderie – Raffinerie di petrolio – Cartiere – Fabbriche di pneumatici – Fabbriche per manufatti d’amianto – Fabbriche per la produzione di prodotti chimici – etc etc.
Domande da porsi:
– perchè e chi ha concesso le autorizzazioni a queste aziende?
– l’Ispettorato del Lavoro, ha controllato e verificato cosa?
– I sindacati che doveveno tutelare i lavoratori, cosa hanno fatto?
Questi provvedimenti, purtroppo, non sono stati efficaci e hanno, così, portato la SNIA a chiudere gli impianti e tutti gli stabilimenti viscosa.

La fermata dello Stabilimento è l’inizio del decadimento di VAREDO, perché i vertici societari perdono fiducia e iniziano a dirottare gli investimenti presso altri stabilimenti.
Nel 1974 con la chiusura dei reparti viscosa torno a fare il Capo Reparto in “ORDITURA e INCOLLAGGIO” , con circa ottanta operai, dove si preparano i subbi di ordito (il tessuto, ottenuto da un telaio, è formato da una serie di fili longitudinali detti fili di catena o fili di ordito, o più semplicemente ordito, che intrecciandosi ortogonalmente con una serie di fili, disposti sul tessuto in senso trasversale, detto trama, formano il tessuto.
E’ indispensabile per la tessitura, che i singoli fili d’ordito, essendo soggetti a sollecitazioni di ordine meccanico (sfregamenti, attriti, ecc) siano opportunamente trattati. Tale trattamento, chiamato “IMBOZZIMATURA o INCOLLAGGIO”, consiste nell’impregnazione di ciascun filo con una sostanza capace di tenere incollate tra loro le singole bave, che compongono il filo, e di racchiudere il filo stesso in un film protettivo come una guaina.
Per concludere, l’ordito è composto da un numero definito di fili paralleli, di lunghezza voluta, disposti in una larghezza (in termine tessile: Altezza) prestabilita, avvolti attorno ad un supporto a foggia di grosso rocchetto (subbio), adatto ad essere collocato sugli organi del telaio, che disponendo il lento svolgimento, davano, a mezzo di un opportuno intreccio, il tessuto vero e proprio.
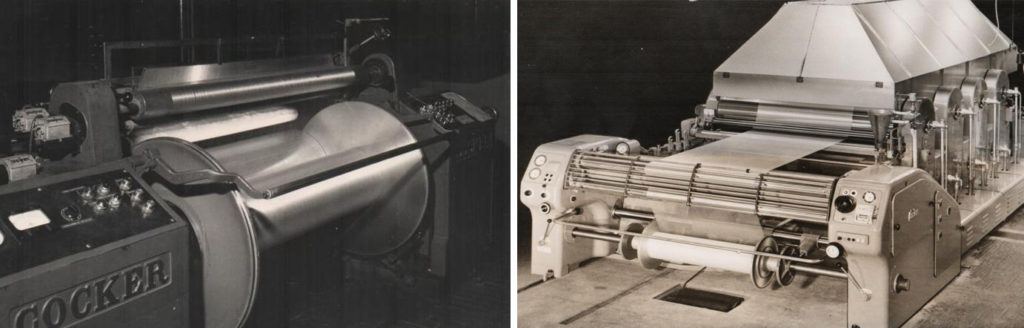
Le macchine, che vengono utilizzate per la formazione dell’ordito, sono generalmente indicate come “macchine di preparazione” e precisamente: cantre – orditoi – incollatrici.
CANTRE: intelaiature della lunghezza e altezza variabili, dove sono fissati dei fusi destinati ad accogliere le confezioni di filo da svolgere. Esse possono avere una capacità che va da 500 a 1500 capi. Il filo, trascinato dall’orditoi, si svolge dalla confezione a defilè e, passando attraverso tenditori a dischetti, riceve la giusta tensione.
I fili, prima di raggiungere l’orditoio, sono guidati lungo il percorso da opportuni guidafili, che, passando attraverso una apparecchiatura detta “guardia-ordito” o cascafilo, in caso di rottura del filo, predispone l’arresto dell’orditoio.
A Varedo, i processi per la preparazione dei subbi sono:
- ORDITURA e INCOLLAGGIO SEZIONALE (per fili viscosa e ritorti)
- ORDITURA e INCOLLAGGIO FRAZIONALE (per fili viscosa o ritorti)
- INCOLLAGGIO DIRETTO e RIUNITURA (fili paralleli viscosa, lilion, wistel)


Orditura e incollaggio sezionale:
Descrizione orditoio sezionale:
- serie di pettini e verghe di separazione che mantengono il parallelismo dei fili provenienti dalla cantra;
- due pettini, detti di riduzione, che dispongono i fili della sezione nella larghezza voluta;
- aspo o tamburo, su cui si avvolgono, una alla volta, e sono accostate l’una all’altra le singole sezioni che compongono l’ordito. Quando tutte le sezioni sono avvolte sull’aspo, ed è quindi raggiunto il numero desiderato di fili, queste ultime, prese assieme passano dal tamburo al;
- subbio di raccolta, mediante l’operazione chiamata “piegatura”.
Ottenendo così il subbio questi passa alla macchina imbozzimatrice.
Descrizione macchina imbozzimatrice, che avvolge i singoli fili che compongono l’ordito con un film protettivo e precisamente:
- supporto per il subbio di alimentazione;
- bagno d’impregnazione;
- rulli spremitori con il compito di allontanare dall’ordito l’eccesso di prodotto collante.
- cilindri essicatori, che servono all’essicamento graduale dell’ordito impregnato della soluzione collante:
- banco di uscita dai cilindri essicatori, dove avviene la suddivisione in falde e quindi il passaggio attraverso un pettine che distribuisce il totale dei fili nell’altezza voluta;
- testata di raccolta (subbio finito)
Orditura e incollaggio frazionale:
Descrizione orditoio frazionale:
- testata di comando, ove viene collocato la FRAZIONE, che viene fatta ruotare a velocità costante trascinando i fili provenienti dalla cantra;
- rullo pressore, generalmente a comando idraulico, che ha lo scopo di conferire regolare compattezza dell’ordito che si va formando;
- velocità di avvolgimento, sino a 1000 mt al 1′, in quanto i fili sono meno fitti che nel sistema sezionale;
- accumulatore del filo, che serve a svolgere all’indietro per un metraggio limitato (circa 15 mt) l’ordito per una intempestiva fermata di un filo rotto o per un difetto entrato nell’interno;
- cellula fotoelettrica, posta tra l’orditoio e la cantra, che ha lo scopo di ispezionare il filato che man mano passa, captando tutte le imperfezioni di tipo meccanico che possono essere presenti nel filato, quali fiocchetti, sbavature, nodi male eseguiti, etc. Questa apparecchiatura, denominata “YARN INSPECTOR”, è provvista di contatori che totalizzano i vari tipi di difetti e, desiderandolo, possono determinare l’arresto dell’orditoio per la rimozione del difetto;
- divisione dei fili pari da quelli dispari tramite incollaggio su nastro adesivo (lasso).
Descrizione incollatrice tradizionale:
- cantra o sedia porta frazioni di alimentazione, con sistema di frenaggio a pesi;
- verghe di separazione (pari al n° di frazione da incollare)
- pettine cernitore;
- bagno d’incollaggio (marna) con termostatazione;
- rulli spremitori in acciaio inox:
- controllo automatico dello stiro che il filato subisce nel corso del trattamento:
- cilindri di essicamento (da 5 a 11) in acciaio inox ricoperti in teflon, per evitare che i fili si appiccichino, e apparecchiature termostatiche per assicurare una costante temperatura impostata;
- vaschetta per la ceratura;
- verghe di separazione;
- pettine riduttore;
- gruppo redex per il controllo delle tensioni di avvolgimento;
- subbio finito.

Incollaggio diretto e riunitura:
Questo tipo di lavorazione viene effettuata per tutti i filati non torsionati, ma a bave parallele o interlacciate, in quanto la eccessiva densità di fili/cm, sottoposti ad impregnazione di incollante, e l’immediata essicazione (vedi incollaggio tradizionale) tendono ad appiccicarsi fra loro, compromettendo la separazione. Ciò invece non si verifica con il sistema diretto, in quanto ogni filo nella fase di incollaggio ed essicamento è distanziato da quello contiguo (differenza di riduzione, 50 fili/cm tradizionale contro gli 8 della diretta).
Descrizione macchina incollatrice diretta:
- cantra;
- pettine ad occhioli;
- pettine riduttore;
- gruppo marna (formato tra tre cilindri, immersore, apprettatore e spremitore
- vaschetta di vaporizzazione;
- due camere di pre-asciugamento ad aria calda
- cinque cilindri essicatori per contatto;
- cilindro ceratore;
- camera di raffreddamento
- gruppo di raccolta
- frazione (prodotto semi-lavorato)
Descrizione della macchina riunitrice:
- cantra o sedia di riunitura; intelaiatura metallica idonea a ricevere le frazioni incollate, aventi un’apparecchiatura frenante per ogni singola postazione;
- rastrello porta verghe di separazione;
- pettine cernitore;
- 2^ serie di verghe separatrici;
- pettine riduttore;
- gruppo automatico di raccolta;
- subbio finito
Dopo circa tre anni, nel 1977, sono trasferito temporaneamente a Milano presso la sede dell’ITALVISCOSA nell’Ufficio “ASSISTENZA TECNICA e SVILUPPO” per seguire le produzioni viscosa degli stabilimenti di VAREDO, MAGENTA, PAVIA, RIETI e NAPOLI, e presso clienti e lavoreri.
Breve cenno sul RAYON VISCOSA
Appartiene ai tessili artificiali ed è ottenuto trasformando la cellulosa in filamenti continui; non esiste una “fibra universale” adatta a tutti gli impieghi, in quanto, essi, devono avere le caratteristiche fondamentali, come mano, aspetto, funzionalità, avendo principalmente come modello di riferimento, le caratteristiche della seta, lana, cotone, lino. Il Rayon si qualifica per mano e brillantezza tipiche della seta e per il confort del cotone e del lino.
Dopo un anno, con la chiusura degli Stabilimenti VISCOSA, sono rientrato nel mio reparto a Varedo, dove mi è assegnato anche il reparto “ORDITURA per MAGLIERIA”, con una manodopera di circa 100 unità, responsabile capo servizio, Gianfranco MILAN.
Nel reparto si lavora esclusivamente filato poliammidico nylon 6 (marchio LILION), prodotto dall’impianto di Varedo e brevettato presso il Centro Sperimentale di CESANO MADERNO dall’ing. NOTARBARTOLO. E’ un filo sintetico ricavato dal toluolo (sottoprodotto del catrame) che per le sue caratteristiche viene impiegato in calzetteria femminile, costumi da bagno, cordami, filati cucirini, reti da pesca, etc.
La lavorazione è simile all’orditura frazionale, solo che i subbi maglieria sono di dimensione inferiore alle frazioni, e, essendo un prodotto finito, possono essere caricati a telaio, in quanto non necessitano di imbozzimatura. I tessuti ottenuti sui telai maglieria, detti anche telai a catena, sono formati dall’intreccio di due o più serie di fili longitudinalmente (quindi due o più orditi insieme), intreccio che avviene secondo percorsi curvilinei che danno luogo alla formazione di maglie.

Il direttore di stabilimento, Ing. Antonio GIULIANI, nel 1977, viene sostituito dall’ing. Renato ROMANO, proveniente dallo stabilimento SNIA di Napoli.
Con la fermata degli impianti fili viscosa, ha inizio la ristrutturazione e ridimensionamento dello Stabilimento:
- divieto agli impiegati di parcheggiare i propri automezzi all’interno dell’Azienda ( ampliato il parcheggio degli operai con ingresso nel piazzale di viale Garibaldi)
- chiusura dell’Asilo Nido (contribuito finanziamento al Comune per un nuovo Asilo)
- chiusura autorimessa mezzi di trasporto, e struttura utilizzata trasferendo la Mensa Aziendale, unica per dirigenti, impiegati e operai
- chiusura Reparto Orditura e Incollaggio Sezionale
- fermato Reparto Orditura Frazionale, mentre il Reparto Incollaggio resta in funzione, lavorando per conto clienti, le frazioni di filato rayon viscosa, acquistate direttamente dalla ENKA (Germania), e il filato rayon acetato della NOVACETA Magenta

Nel 1980 la FIAT entra come azionista di maggioranza, scorporando il settore fibre con la nascita, nel 1981, della società “SNIA FIBRE” e cambiando il nome del gruppo: non più VISCOSA ma “SNIA BPD”.
L’obiettivo della FIAT non è l’acquisizione del gruppo SNIA VISCOSA, ma il settore “BPD Difesa e Spazio”. Non trovando però l’accordo, è costretta a rilevare tutto.
A conferma, di quando detto, nel 1991 Pier Giorgio ROMITI è nominato A.D e nel 1996 la BPD Difesa e Spazio diventa “FIAT AVIO”.
Nel 1998 la Fiat vende infatti la sua quota maggioritaria.
Vengono liquidate le agevolazioni previdenziali istituite dal Presidentissimo dr. Franco MARINOTTI e messi in vendita gli alloggi dei dipendenti, per recuperare liquidità.
Nel 1982 chiudono l’impianto Fiocco Viscosa, l’impianto Solfato, i Laboratori e l’Officina Centrale con conseguente trasferimento e cassa integrazione di impiegati e operai.
Successivamente, viene :
- fermato l’Impianto Acido Solforico
- fermata la Centrale Termoelettrica
- trasferiti, Direzione, Infermeria, Amministrazione e Servizio del Lavoro, nella palazzina Marinotti
- chiusa la Portineria principale di via Umberto I, e aperto ingresso, nella porta carraia di viale Garibaldi
- unificati i servizi sorveglianza e antincendi
- unificati Magazzino Generale e Magazzino Prodotti.
- fermato Reparto Torcitura Lilion
L’impianto Orditure e Incollaggi passa alle dipendenze del Capo Impianto Lilion, dr. BENETTI che nel 1985 assume l’incarico di Direttore.
In questi anni, viene concesso alla SNIA di accedere al pre-pensionamento per i suoi dipendenti, uscita del personale anziano e inserimento di giovani.
Questa legge, purtroppo non non è stata mai utilizzata correttamente, ed è servita solo per diminuire i posti di lavoro.
Così per le ristrutturazioni dei reparti produttivi, effettuate sempre coinvolgendo Agenzie di Consulenza, un modo legale e incontestabile per tagliare posti di lavoro senza che l’Azienda e Sindacati ne fossero direttamente responsabili nei confronti degli operai.
Dopo la riapertura dello stabilimento di VILLACIDRO (CA) l’ing Giancarlo BERTI, Capo Divisione Filo Poliammidico di sede, mi invia in Sardegna, per riorganizzazione il reparto Orditura Maglieria. Trascorso un mese rientro a Varedo relazionando al Capo Divisione le problematiche riscontrate, risolte e da risolvere.
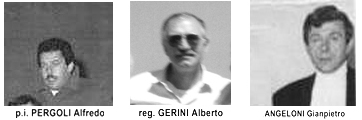
Nel 1983 mi trovo in una strana e imbarazzante situazione, in quanto convocato dal Responsabile relazioni sindacali, sig PERGOLI Alfredo (amico e corregionale) su incarico del Dirigente capo del personale, il quale doveva convincermi a cambiare reparto sostituendomi con il responsabile del Reparto Stiro Lilion.
Motivazione: incapacità del responsabile di gestire un reparto ormai fuori controllo (ricordo; che questo reparto fu causa del blocco dello stabilimento nel 1970).
Turbato e contrariato, seccatamente rifiutai la proposta , anche dopo le promesse di un aumento di stipendio.
La questione non terminò lì, in quanto successivamente fui chiamato personalmente dall’avvocato Barone, dirigente responsabile del personale, il quale dopo avergli confermato il mio rifiuto, mi impose d’autorità il cambio di reparto; cercai di motivare le cause adducendo che l’attuale reparto mi dava una professionalità utile un domani per un possibile reimpiego sul mercato tessile, mentre l’esperienza che mi avrebbe dato il nuovo reparto, era utile solo per la SNIA.
Ribadii anche che non volevo fare la fine dei miei colleghi, i quali dopo la chiusura degli impianti viscosa del 1982 furono messi tutti in cassa integrazione, senza alcuna possibilità di trovare lavoro sul mercato.
Termino affermando che era mio dovere tutelarmi, in quanto avevo una famiglia da mantenere e che quindi avrei accettato solo se mi si garantiva per iscritto un posto di lavoro nel caso di una chiusura dell’Azienda.
Uscii dall’incontro senza aver avuto alcuna garanzia, anzi minacce di seri provvedimenti.
Le minacce non mi spaventarono anche perchè conoscevo il contratto di lavoro dove si affermava che il cambio di mansione poteva avvenire solo se l’Azienda aboliva, per cambio organizzativo, la mansione; tale proposta oltre ad essere un abuso di potere, era anche antisindacale.
Conclusione: l’Azienda ci tentò, gli andò male e tutto rimase come era iniziato.
La FIAT nel 1984 vuole l’introduzione in tutti gli stabilimenti dei “CIRCOLI DI QUALITA’ e GRUPPI di PROGETTO” con i consulenti GALGANO, leader indiscusso nell’approccio manageriale “COMPANY WIDE QUALITY CONTROL”.
La Qualità Totale viene riconosciuta come una delle più importanti novità per:
- migliorare la qualità dei prodotti e del lavoro in tutti i suoi aspetti, al fine di ottimizzare ogni risorsa aziendale;
- consentire a tutti i componenti dei Circoli di dare un valido contributo innovativo tramite proposte di soluzione dei vari problemi esistenti nella propria area di lavoro;
- migliorare le comunicazioni ed i rapporti interpersonali ad ogni livello;
- sviluppare conoscenze e professionalità dei componenti i Circoli;
- migliorare il dialogo con l’Azienda, creando un’atmosfera di fiducia, comprensione e collaborazione.
Pertanto coordino i numerosi circoli dei reparti “ORDITURE e INCOLLAGGIO”.
Il gruppo “Maglieria 1″ il 6 luglio 1985, in occasione della “GIORNATA DEI CIRCOLI DELLA QUALITA’” nella sala convegni dell’Hotel EXECUTIVE di Milano, espone con grande successo la sua esperienza.

Entro nello Stabilimento di Varedo nel 1966 che occupa 5500 dipendenti e ne esco nel 1986 che ne occupa 480, per andare in Sede Centrale SNIA FIBRE di Cesano Maderno, su richiesta della stessa nella “Divisione Fili Poliestere ed Elaborati” ufficio Assistenza tecnica e sviluppo, per seguire le tessiture dei clienti Italiani (Firenze, Prato, Como, Varese, Bergamo, Verona) ed Esteri (Francia, Belgio, Germania, Finlandia, Spagna, Portogallo, Algeria) e i terzisti delle orditure e incollaggi.

Capo Divisione fili PES Ing. Costanzo MORONI e dell’Assistenza Tecnica Ing. Egidio APOLLONI.
Il filo di poliestere (nome di marchio WISTEL), appartenente alla famiglia dei filati sintetici, è prodotto per fusione del polimero poliestere ottenuto dalla policondensazione del tereftalato di metile con glicole etilenico, entrambi derivati del petrolio. Per le sue caratteristiche è impiegato nell’abbigliamento sportivo e non, nell’arredamento e nei tessuti tecnici (trasporti, geotessili, medicali, dispositivi di sicurezza).

Al compimento del 20° anno di servizio presso la SNIA, con grande orgoglio, entro a far parte dell’Associazione Veterani con la consegna dell’attestato, di un distintivo e di una mensilità.


Ho partecipato alle più importanti fiere del tessile:
ITMA (Parigi) – la più grande fiera internazionale della tecnologia tessile e dell’abbigliamento al mondo. Una vetrina delle ultime tecnologie e luogo per acquirenti e venditori.
PITTI FILATI (Firenze) – fiera internazionale del settore filati per tessiture e maglierie, laboratori di ricerche, ma anche osservatori per le nuove tendenze del lifestyle globale.
Nell’ambito del programma di sviluppo del personale, le Divisioni di Sede approvano un progetto di formazione, organizzando un “CORSO MARKETING BENI INDUSTRIALI” con l’Università SDA BOCCONI presso l’Abbazia di Mirasole di Opera dal 4 aprile al 8 maggio1989.
Nel 1990 avviene il cambiamento che tutti si aspettano dalla vita lavorativa: vengo chiamato dal capo DIVIONE FILI PAM, ing. GianCarlo BERTI, il quale mi prospetta, nell’ambito delle Nuove Iniziative, il progetto “TESSILE TECNICO”, da realizzare integrando l’organizzazione e la gestione delle Società SEAL e TEXIPREG e della Società SAATILAR.
Con la nomina di Responsabile di produzione, avendo acquisito esperienza nella gestione del personale nell’Orditura/Incollaggio e Tessitura, con grande entusiasmo accetto l’incarico anche perché mi apre la porta verso la “DIRIGENZA”.
Inizio il nuovo lavoro lasciando Cesano Maderno e trasferendomi da pendolare a Varese per il tirocinio sullo stabilimento SEAL, già del gruppo SNIA, produttrice di filati polietilenici e tessuti tecnici per imballaggi, agricoltura e arredamento tecnico.
Contemporaneamente acquisisco il know-how presso gli stabilimenti:
– TEXIPREG di Brugherio (tessuti di carbonio e vetro per le scocche della Ferrari, canne da pesca, bastoncini da sci e fiore all’occhiello il contributo alla costruzione dell’albero maestro dell’imbarcazione “AZZURRA”).
– SAATILAR di Appiano Gentile tessuti in kevlar per giubbini anti-proiettile, guanti e abbigliamento antitaglio.
Per unificare le tre produzioni, viene costruito un nuovo stabilimento a Legnano con sede anche amministrativa.
In qualità di Responsabile delle attività Produttive SEAL, mi viene affidato l’incarico di:
- assicurare un rapido e regolare consolidamento della nuova struttura produttiva di Legnano, curando in particolare la fase di trasferimento e riavviamento impianti e seguendo attentamente l’addestramento del personale neo-assunto
- mettere a punto un efficiente sistema di norme/procedure di lavorazione e comportamentali per i vari reparti produttivi, nonché di norme di sicurezza e antinfortunistica
- collaborare alla realizzazione di un valido sistema di controllo qualità in vista di un adeguamento alle normative europee e di produzioni destinate a settori avanzati
- rivedere sistematicamente la struttura e organizzazione produttiva della SEAL di Varese, disponendo le azioni più adeguate per migliorare la situazione esistente. ambientale, coordinandomi opportunamente all’interno del Gruppo e mantenendo i necessari contatti all’esterno con Enti preposti.
Purtroppo la favola dura poco, in quanto, dopo con la nomina di Amministratore Delegato, alla “BPD Difesa e Spazio” di Pier Giorgio ROMITI, il giocattolo si rompe; bloccati gli investimenti, la Società perde il suo interesse.
Così finì che la SEAL di Varese fu chiusa e la Seal di Legnano venduta ai vecchi proprietari.
Visto le prospettive, deluso e amareggiato, chiedo di essere trasferito e mi fu proposto lo Stabilimento NOVACETA di Magenta, dove entro il 1° ottobre 1991 con la mansione di “Assistente del Direttore Generale”.
I ricordi andarono subito nel 1964, quando con la scuola visitai lo Stabilimento, restando entusiasta nel vedere impianti moderni, efficienti e ben organizzati; prima della visita ci fecero depositare accendini e sigarette per problemi di sicurezza e al termine, ognuno di noi ebbe come ricordo, un deplian, delle matassine di filati colorati, una cravatta di tessuto acetato e un augurio per il futuro.

La NOVACETA è nata per la produzione del filo diacetato di cellulosa, le cui fasi di lavorazione sono:
- Miscelazione del diacetato (flake)
- Dissoluzione in acetone
- Filtrazione
- Pigmentazione e colorazione
- Filatura asecco (coagulo del filo per evaporazione dell’acetone)
- Torcitura
- Scelta e imballo
- Orditura
- Incollaggio
- Recupero acetone
Il Rayon Diacetato di Cellulosa è una fibra che ha come base la cellulosa naturale, ricavata dal legno di determinate essenze arboree.
Le sue qualità peculiari sono l’aspetto e la “mano” serici, simile a quelli della seta naturale.
E’ impiegato dall’industria tessile (sia in tessitura sia in maglieria) sia puro che misto a fibre naturali (seta, lana, lino, cotone) o a fibre sintetiche (nylon, poliestere, acrilico etc.)
con esso si producono tessuti destinati a capi di abbigliamento femminile intimo ed esterno, cravatteria, foderame, arredamento, tessuti spalmati etc.
Prodotto allo stato greggio, cioè lucido naturale, oppure tinto “in massa”, in qualsiasi colore richiesto dal mercato.

Accetto la proposta della Snia con entusiasmo, Stabilimento, fiore all’occhiello del Gruppo; l’entusiasmo durò poco tempo, in quanto, trovo un ambiente ostile e settario che non accettava, tecnici provenienti dalla SNIA perché, mediocri.
Non trovo collaborazione ne dai miei capi reparto, ne dalla dirigenza, la quale mi discreditava pubblicamente ad ogni problema tecnico che si verificava e per giorni venivo ignorato e bypassato , subendo un vero e proprio mobbing.
Un giorno, chiamato in Direzione, mi proposero il trasferimento alla Chatillon di Vercelli con l’intendo di controllare e riferire tutto quello che faceva il responsabile dello stabilimento; ma lo scopo era ben altro, togliermi da Magenta.
Non rifiutai la proposta, ma la rimandai, affermando che non ero ancora preparato tecnicamente e che avrei accettato solo dopo il termine del tirocinio sul ciclo di lavorazione.
La situazione era ogni giorno sempre più pesante e insopportabile, la sera torno a casa a Varedo, triste e demoralizzato, cercando una soluzione al problema, che non trovavo.
Fortunatamente alla Snia di Varedo avevo tre carissimi amici: Pergoli Alfredo, responsabile delle relazioni sindacali, Gerini Alberto responsabile dell’amministrazione del personale e Angeloni Gianpietro capo reparto al rientro vuoti con i quali potevo sfogavo il mio stato d’animo. Ebbi da loro grande conforto e incoraggiamento a non mollare, in particolare da Gerini Alberto che aveva potuto apprezzare le mie capacità, per aver lavorato insieme nell’organizzazione e avviamento degli Stabilimenti SEAL.
Ricordo sempre le sue parole: “tu hai le capacità per farti apprezzare e vedrai che presto tutti cambieranno giudizio sul tuo conto, ne sono certo, dai fatti forza e vai avanti come sai fare”
Dopo queste parole, morale si risollevò e l’obiettivo fu “non mollare”, e fu così che cambio la situazione.
Rivalutazione, stima e apprezzamento comincia a salire a fine 1992, dove finalmente si cambia giudizio su di me, visto i risultati positivi ottenuti nella gestione dei reparti produttivi.
Frequento così, corsi di formazione:
Riconoscimento ufficiale della posizione aziendale: “Responsabile Produzione Stabilimento Magenta”;
job description:
PROGRAMMAZIONE e CONTROLLO
Lavorare sulla base di un piano d’azione e prevenire i problemi.
Realizzare e mettere in atto i programmi, utilizzando in modo sinergico ed integrato le risorse disponibili e stabilendo criteri di verifica.
Identificare gli scostamenti ed intervenire per correggerli, rimuovere gli ostacoli, limitare le conseguenze negative.
GESTIONE e SVILUPPO RISORSE UMANE
Esplicitare chiaramente obiettivi, compiti e standar di qualità richiesti ai collaboratori.
Motivare.
Costruire, verificare e realizzare i piani di crescita professionale dei dipendenti.
DELEGA
Affidare compiti ed attribuire responsabilità in base alle capacità, ricoscendo margini di discrezionalità e autonomia coerenti.
Fornire risorse e mezzi adeguati per portare a termine il lavoro.
Dare feedback e riconoscere i lavori ben svolti.
TEAM WORKING
Cogliere e valorizzare le opportunità del lavoro in gruppo.
Operare in modo collaborativo come guida o membro del gruppo di lavoro, contribuire in modo efficace al lavoro.
Utilizzare costruttivamente critiche e proposte del gruppo; ottenere il consenso e l’impegno del gruppo per l’implementazione delle attività.
INTEGRAZIONE
Creare occasioni di scambio instaurando rapporti chiari e diretti.
Agevolare gli altri nell’esprimere le loro opinioni.
Esporre in modo chiaro e completo, comunicare.
PROBLEM SOLVING
Affrontare e risolvere i problemi in modo sintetico e creativo.
Utilizzare e facilitare l’uso di metodologie appropriate per definire e analizzare i problemi.
Scegliere e implementare le soluzioni più efficaci.
ORIENTAMENTO AL CLIENTE (esterno ed interno)
Evidenziare e trasmettere ai collaboratori legami e sinergie tra le diverse funzioni ed attività aziendali.
Rispondere tempestivamente alle richieste del cliente, curando gli standard ed i livelli di qualità concordati.
LEADERSHIP
Aver successo nell’orientare ed influenzare i comportamenti.
Rappresentare un riferimento professionale per i collaboratori, offrendo principi e linee di comportamento.
Finalizzare interventi e risultati, fissando traguardi e richiedendo impegno.
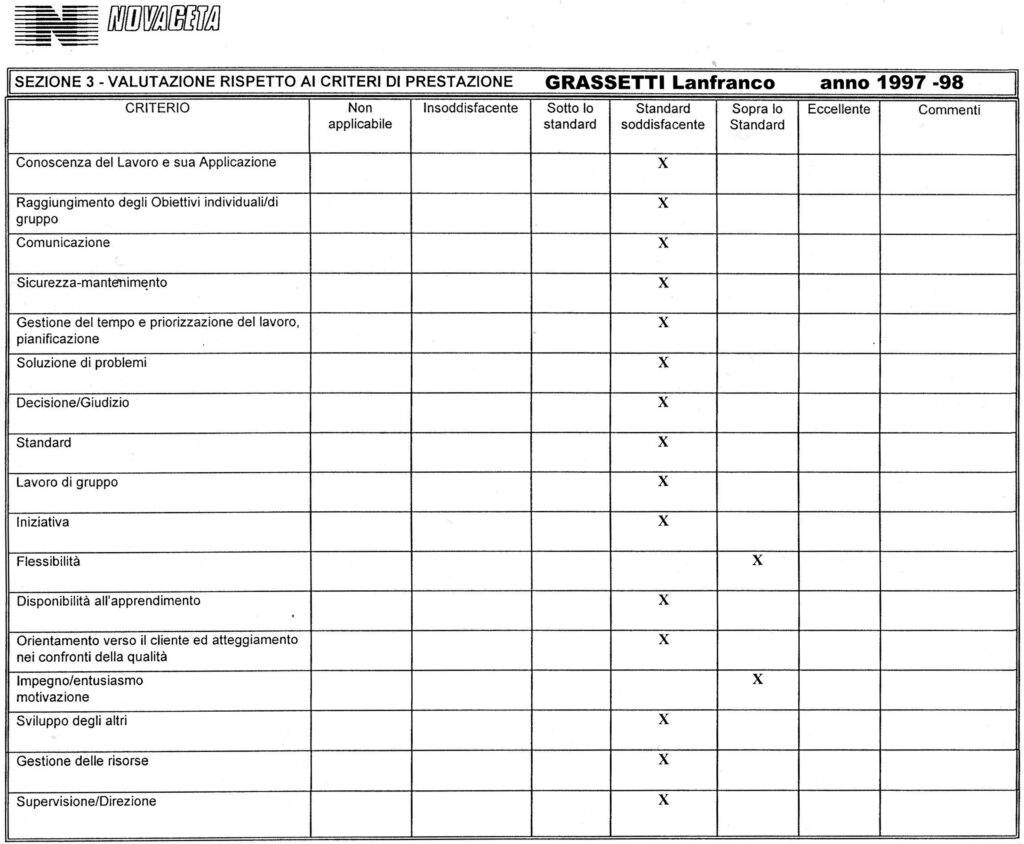
Valutazioni da parte dei dirigenti NOVACETA
Assunto in Novaceta, con retrocessione di un livello, ora riconosciuti i meriti e la posizione, collocato ad un passo dalla dirigenza.
Con la joint-venture tra Novaceta e Courtauld del 1993, l’Amministratore Delegato ha disposto che tutti gli anni nel mese di giugno, si svolgessero, alternativamente in Italia/Inghilterra, le CONVENTION, strumento primario di comunicazione tra dirigenti e quadri impiegatizi, con finalità di affrontare argomenti riguardanti: la gestione, l’utilizzo e lo sviluppo delle risorse umane, siano esse umane, strategiche o funzionali, con scambi di opinioni, informazioni, esperienze, e argomentazioni di comune interesse, così, da favorire l’arricchimento delle conoscenze.
Evento aggregativo di due giorni dove viene associata alle riunioni di lavoro momenti di svago, in modo da creare un’atmosfera favorevole nei confronti della Società e al tempo stesso, motivare i partecipanti.
Momenti formativi più importanti e strategici per una realtà imprenditoriale .
1a convention
Organizzata a Magenta 22 – 23 giugno 1994
2a convention
Organizzata in Inghilterra giugno 1995
3a convention
Organizzata a Belgirate (lago Maggiore) 11 – 12 giugno 1996

4a convention
Organizzata in Inghilterra a giugno 1997
5a convention
Organizzata ad Orta (lago d’Orta) giugno 1998
6a convention
Posticipata, e successivamente annullata, causa crisi di mercato, e inizio riduzione delle produzioni.
L’Amministratore Delegato, Colin Welford, con una lettera aperta, spiega in dettaglio le motivazioni.
Come avrà intuito, abbiamo deciso di posticipare la Convention Novaceta che abitualmente organizziamo ogni anno durante il mese di giugno.
A tale proposito desidero spiegarle quali sono le ragioni che ci hanno portato a tale decisione e qual è il nostro punto di vista riguardo all’attuale situazione .
Abbiamo visto i primi cenni di diminuzione della domanda nel mercato nell’autunno dello scorso anno. Durante l’ultimo trimestre del 1998 il mercato dell’Europa occidentale è diminuito del 15% ma, durante il primo trimestre di quest’anno, le vendite sono diminuite più del 25%.
Il cambiamento nel mercato è stato talmente improvviso e così grave che non abbiamo potuto evitare che lo stock aumentasse . La nostra speranza era che la chiusura di due settimane degli stabilimenti in Italia, ed una maggior riduzione della produzione in Inghilterra, ci permettessero di operare ad un livello ragionevole fino alla chiusura estiva. Purtroppo, dopo Pasqua, ci siamo trovati di fronte ad un’ulteriore contrazione del mercato. Sulla base dei primi cinque mesi dell’anno la proiezione delle vendite sarebbe di circa 18.500 tonnellate annue, equivalenti al 60% circa della capacità produttiva. Pensiamo di aver raggiunto il punto più basso e le vendite relative al mese di giugno sembrano essere un po’ migliori. Un leggero aumento della domanda si riscontra nei volumi in produzione, anche se molti ordini sono a breve termine e con consegne veloci. Sappiamo che di solito a luglio inizia la nuova stagione dell’acetato o, almeno, si vedono i primi segni di aumento degli ordini acquisiti prima delle vacanze.
Non abbiamo ancora, comunque , sufficiente fiducia per poter dire che la richiesta del mercato subirà un sostanziale miglioramento.
E’ importante rendersi conto che non siamo soli in questa situazione. In Europa occidentale, a partire dal 1998, tutte le vendite di fibre artificiali hanno subito un drammatico calo. Nella stessa situazione dell’acetato, se non in una peggiore, si trovano viscosa e cupro. Le fibre sintetiche ne hanno risentito un po’ meno delle fibre cellulosiche, ma al costo di drammatiche riduzioni dei prezzi di vendita e dei relativi profitti, ed il filato di fiocco è migliore del filo tessile.
Il settore di mercato maggiormente colpito è quello dell’abbigliamento, soprattutto in Italia e Francia dove è concentrata l’industria dell’abbigliamento. Anche il settore della fodera ha avvertito un calo, e gli stock sono cresciuti molto, ma l’impatto è stato comunque meno violento di quanto non sia stato per il settore dell’abbigliamento.
Uno dei motivi per cui siamo stati colpiti così duramente è certamente la nostra dipendenza dal mercato italiano. Fino a questo momento il totale delle vendite in Italia è stato il 50% circa del livello che abitualmente ci aspettiamo.
Inoltre, la velocità con cui è avvnuta questa contrazione non ci ha certo aiutati nel gestire la situazione. Le decisioni prese sulla base delle nostre previsioni sono state spesso riviste e cambiate nel momento in cui rilevavamo un’ulteriore diminuzione del portafoglio ordini.
E’ importante sottolineare che la Convention è diventata un evento annuale che ci ha permesso di discutere le strategie, i budget e le questioni di maggior rilevanza per Novaceta.
Ritengo sia opinione comune a tutti i partecipanti che la Convention sia una valida opportunità di incontro con altri colleghi e di scambio di opinioni.
Il problema principale, al momento , è costituito dal fatto che non è facile presentare dei piani quando le nostre previsioni per il futuro continuano a cambiare. In tali circostanze abbiamo deciso di posticipare la Convention. Non è stata una decisione facile perché, in questo momento, la comunicazione è ancora più importante di quanto non sia quando tutto procede bene. Ad ogni modo, proporremmo di organizzare una riunione informale in modo da permetterle di comprendere meglio la situazione . Abbiamo, inoltre, altri mezzi di comunicazione che dobbiamo continuare ad utilizzare, come il briefing e, naturalmente, la comunicazione diretta con il membro dell’Opex responsabile della Sua funzione .
La pregherei, pertanto, di voler utilizzare questi mezzi di comunicazione anziché far riferimento a quello molto meno affidabile delle “voci di corridoio”. Voglia inoltre ricordare che ognuno di noi ha il dovere e la responsabilità di comunicare con i propri collaboratori. Chiaramente, in periodi come questo, il morale è basso e le “voci” abbondano ed è inevitabile che alcune di queste risultino essere poi esatte. L’unica cosa che ognuno di noi può fare è comunicare solo ciò che è certo. Ci sono due domande che mi vengono rivolte di frequente. La prima riguarda ciò che sta succedendo nell’altro paese (Italia – UK), fabbrica, o persino negli altri reparti e funzioni. Capisco che le persone vogliano assicurarsi che i sacrifici vengano ripartiti equamente nell’ambito della società. L’unica risposta che possiamo dare è che siamo equi tutte le volte che possiamo. Questo non solo perché desideriamo essere corretti, ma anche perché non vogliamo creare inutili divisioni e discussioni all’interno della società. Bisogna capire, però, che non solo ci sono strumenti diversi all’interno della società, ma che anche le necessità aziendali possono variare. Ad esempio, in Inghilterra non c’è un sistema che equivalga alla Cassa Integrazione. Inoltre, se è possibile una fermata di due settimane a Magenta durante il periodo di Pasqua, non è altrettanto fattibile una chiusura del settore commerciale durante lo stesso periodo. Gli interessi della società devono avere la priorità.
La seconda domanda che mi viene rivolta riguarda ciò che accadrà in futuro. Abbiamo chiesto ad una società di consulenza (OPUS) di analizzare con noi le ragioni della crisi nell’industria dell’abbigliamento e di cercare di comprendere quali sono le prospettive future per il filo di cellulosa, di cui l’acetato fa parte. Può sembrare strano che non siamo in grado di capire completamente il mercato, ma posso assicurarle che i produttori di fibre sono molto perplessi e sconcertati dalla velocità e dalla dimensione della contrazione di mercato che stiamo vivendo . Ovviamente, sia io che i membri della direzione stiamo cercando di capire se c’è stato un cambiamento permanente nella struttura del mercato. Non c’è dubbio che il mercato si riprenderà ma dobbiamo capire se sarà possibile tornare ai livelli che abbiamo visto in passato. Sfortunatamente, in una situazione come questa, la concorrenza aumenta ed abbiamo già sperimentato una concorrenza molto aggressiva dal punto di vista dei prezzi, soprattutto da parte di Celanese Acetate. La nostra politica è di competere per conservare la nostra posizione sul mercato.
In conclusione , non posso nasconderle che, se non si dovessero rilevare miglioramenti, non si potranno evitare provvedimenti di ristrutturazione che, finora, in attesa appunto di avere una visione più chiara sul futuro, il Consiglio di Amministrazione di Novaceta ha deciso di non prendere accettando la nostra linea di prudenza.
Nella situazione attuale, pertanto, le nostre priorità sono: generare vendite, minimizzare i costi e produrre ad un buon livello qualjtativo.
Devo inoltre dire che ho apprezzato molto il modo in cui le persone hanno reagito alla crisi all’interno della nostra società, anche se inevitabilmente c’è preoccupazione per il futuro. So di poter contare su di Lei per continuare a reagire in modo positivo alle sfide che incontriamo.

1995 – Nell’ambito della ristrutturazione del gruppo Novaceta SPA, chiuso lo Stabilimento inglese di Nuneaton e lo Stabilimento di Vercelli, tecnici e parte della maodopera, trasferiti a Magenta.
Il lupo perde il pelo ma non il vizio, vittima ancora di mobbing: sospeso dal mio incarico e imposto contro la mia volontà, per circa un mese, ad apprendere la mansione della programmatrice di filatura, prossima al pensionamento.
Fortunatamente, dopo vari tentativi la Direzione accolse la proposta di inserire un nuovo assunto, come programmatore e quindi, riprendo la mia posizione.
Nel 1998 la mia valutazione è in ascesa, con grande soddisfazione sono nominato anche “Responsabile del Controllo Qualità Novaceta Italia”:
- Stendere e revisionare il piano di qualità aziendale.
- Impostare e stabilire procedure, standard di processo e di prodotto e specifiche di controllo qualità.
- Monitorare i processi aziendali per verificare l’applicazione dei protocolli e il rispetto delle procedure predefinite.
- Pianificare e condurre attività di controllo qualità e verifiche ispettive interne.
- Analizzare ed elaborare i dati relativi alla customer satisfaction e alla qualità attesa dal cliente.
- Valutare i fornitori esterni e assicurarsi che siano conformi ai requisiti tecnici di qualità.
- Raccogliere dati e produrre report statistici per monitorare le performance.
- Riferire periodicamente ai vertici aziendale l’andamento del sistema di gestione della qualità.
- Formare il personale in merito agli strumenti della qualità che l’organizzazione decide di adottare.


Tallone d’Achille dello Stabilimento, i blackout di energia elettrica, dovuti a guasti o corti circuiti della Centrale Termoelettrica, con conseguente fermate dei reparti di produzione, compreso la filaura e i servizi strategici (Recupero Acetone) pur essendo, questi, allacciati sotto linea privileggiata ENEL che interviene in caso di blackout della Centrale. Gli incidenti si verificavano mediamente due volte l’anno, e bisognava essere pronti ad intervenire in qualsiasi ora del giorno.
Le forze lavoro venivano tutte concentrate nel reparto filatura, in quando, il filato prodotto a ciclo continuo, con la fermata delle teste di raccolta, necessitava un tempestivo intervento, fare la levata e rilanciare il filo, operazioni, però, che non potevano essere effettuate contemporaneamente su tutti i filatoi , così era necessario programmare una squadra di operatori, che sollevavano le filiere per interrompere l’alimentazione del Dope (soluzione madre di cellulosa).
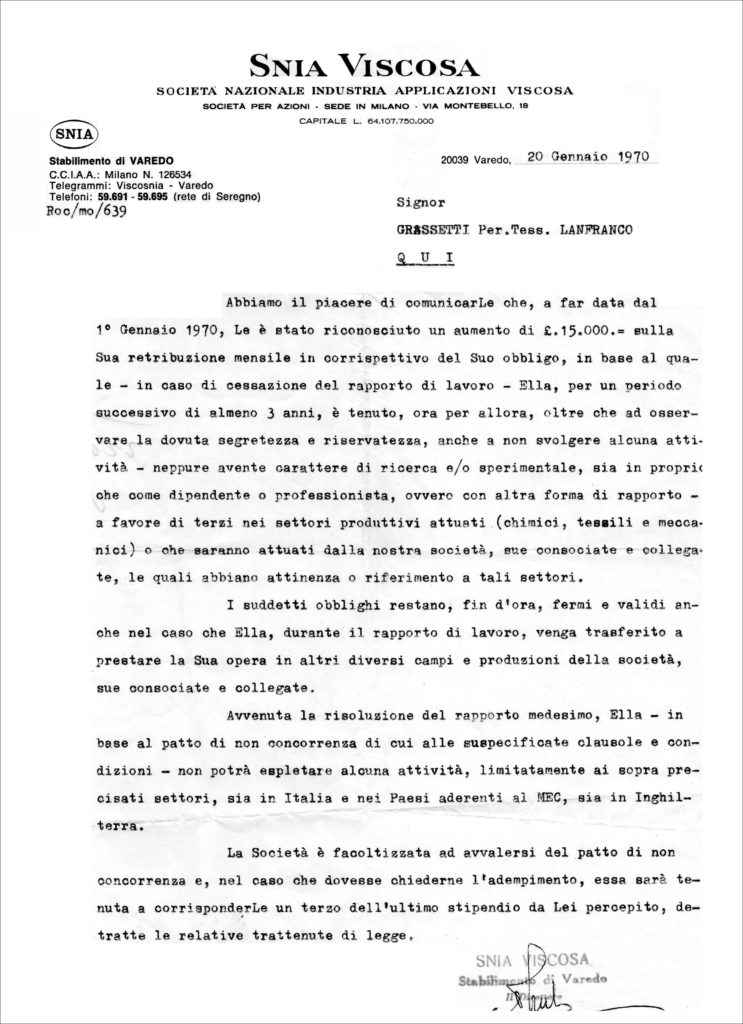
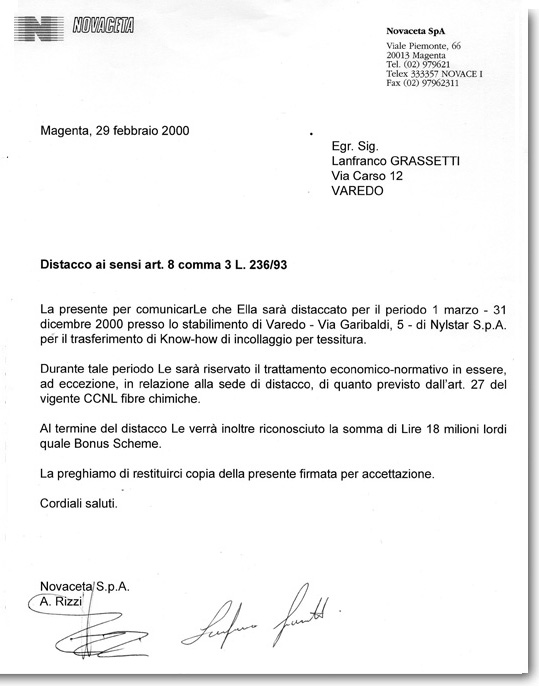
Nel 1999 la crisi del mercato tessile, costringe la Società a ridurre le produzioni ed effettuare una riorganizzazione strutturale, per il contenimento dei costi. A tale proposito viene chiamata una società di consulenza del settore con la quale collaboro fattivamente, ma non vedrò la realizzazione in quanto nel 2000 arriva una richiesta dalla sede della NYLSTAR (ex SNIA FIBRE) che nell’ambito del progetto di sviluppo delle produzioni di filo incollato su subbi, mi richiede presso lo stabilimento di Varedo.
Potete immaginare con che gioia e felicità ho accolto questa inaspettata notizia, e mi dicevo che il pellegrinaggio era giunto al termine, ritornavo da dove avevo iniziato la mia vita lavorativa.
Prima di lasciare i colleghi della NOVACETA, insieme al responsabile dell’Ufficio Tecnico, ZURI Luigi, abbiamo programmato, d’incontrarci una sera per festeggiare il nostro prossimo pensionamento.
Il 1° marzo 2000, prendo servizio a Varedo, che dal 1992 con la joen-venture tra Snia Fibre e Rhone Poulenc, è diventata NYLSTAR.
Lo Stabilimento è totalmente cambiato:
– dipendenti circa 180
– reparti in funzione, bobinatura, stiro, scelta e incollaggio
– venduto l’impianto orditura maglieria
– demolita la porta carraia e costruita una piccola portineria
– chiusa la mensa centrale e venduta ad una società di logistica
– chiusi i magazzini, generale e prodotti
– appaltato, il centro rientro vuoti

Dr. Novello LEONCINI Direttore degli stabilimenti di Varedo e Cesano Maderno, da cui dipendo gerarchicamente, mentre funzionalmente dalla d.ssa A. ARLENGHI responsabile dell’ABU Weaving di Sede.
La responsabile dell’ABU di sede, mi illustra in dettaglio il progetto per cui sono stato chiamato, cioè, gestire l’ampliamento del Reparto Incollaggio con il raddoppio della produzione, istallando due nuove linee e l’istruzione di un nuovo responsabile.
In stabilimento ritrovo il mio amico Giampietro ANGELONI, responsabile tecnico, del Reparto Orditura Maglieria, alle dipendente del nuovo proprietario della Società UNION.
La mia ubicazione, è temporaneamente nell’ex officina strumentisti, in attesa del termine dei lavori dei nuovi uffici e servizi.
Con entusiasmo entro in questo progetto, con tanto impegno e senso di responsabilità, riorganizzando il lavoro, per una migliore produttività; revisionando i manuali di sicurezza e qualità; calendarizzazione riunioni con i capi turno e operatori di macchina/servizi.
I mesi trascorrono velocemente, e il progetto, purtroppo, non decolla a causa di una forte crisi del mercato tessile con conseguente caduta della domanda di filo incollato.
Dopo la fermata estiva, inizio l’istruzione del nuovo responsabile, inviato dalla sede centrale, contro la sua volontà.
Dopo tre mesi, prevedibilmente, per lo scarso impegno, segnalo la sua non idoneità alla conduzione dell’impianto. Non essendoci alternative di sostituzione, il tecnico viene confermato ugualmente.
Il 31 dicembre termino il mio periodo concordato e vado in pensione.
Gli anni trascorsi nel gruppo SNIA con alti e bassi, sono stati logoranti e il pensionamento arriva quando ormai ero arrivato ad un punto di saturazione.
Con un po’ di rimpianto lascio il lavoro ricordando gli anni belli e brutti trascorsi e con tanta tristezza nel vedere come la grande Società SNIA si era ridotta.
La vita continua, ed essendo vicino della pensione, avevo già programmato come impegnare le giornate, cioè : viaggiare con la mia dolce metà, dedicarmi ai miei hobby di collezionista e fare del volontariato per la comunità, attività che avevo già svolto per diciotto anni, nel Consiglio Direttivo della POLISPORTIVA di Varedo, dal 1983.
Ma la mia vita lavorativa in SNIA, non era ancora finita, infatti dopo quindici giorni vengo contattato dal responsabile dell’Ufficio Personale della Nylstar di Varedo, che chiedeva la mia disponibilità per una consulenza di 5 mesi, in quanto, il responsabile dell’impianto incollaggio che avevo precedentemente addestrato, aveva dato le dimissioni e quindi la necessita di addestrare un nuovo tecnico.
Firmo il contratto, con scadenza giugno 2001 e dal 1 febbraio inizio a trasferire il mio know-how al nuovo responsabile.
Mesi molto impegnativi e pesanti, in quanto, il capo turno di filatura, non aveva alcuna minima conoscenza della lavorazione e fattore molto importate, prossimo al pensionamento.
A fine di febbraio, come programmato, precedentemente, festeggio, con i colleghi della NOVACETA, il pensionamento, presso il ristorante Villa Magnaghi di Marcallo con Casone (MI)
Termino l’addestramento, relazionando, il Direttore e l’ABU di Sede, sulla non idoneità tecnica e gestionale, del nuovo responsabile.
Non essendoci altre alternative, decidono di confermarlo.
Riflessione critica.
Perchè i candidati non hanno superato la prova?
Ho sbagliato il programma d’istruzione?
Non sono stato chiaro e convincente nel motivarlo?
Sono stato troppo severo nel giudizio?
Confrondandomi con il passato, ho constatato che in tutti gli incarichi ricevuti, nessuno mi ha addestrato o trasferito il know-how, mi sono sempre dovuto arrangiare, vivendo in prima persona sulle linee di lavorazione, rubando il mestiere agli altri tecnici e studiando tutti i documenti che trovavo negli armadi.
Le perplessità svaniscono, dopo aver riflettuto sulle modalità di scelta delle due pesone, da parte deila dirigentenza, e cioè:
– nessuna selezione
– nessun colloquio preliminare
– scelti, perchè esuberi nelle loro mansioni
– obbligato ( il giovane), contro la sua volontà
– scelto un capo turno (anziano) prossimo al pensionamento
– reparto senza futuro, dopo il fallimento del progetto
La mansione di C.R. è molto impegnativa e di grande responsabilità, uno può migliorarsi studiando, acquisendo esperienza, impegnandosi, etc, ma se non ha una certa predisposizione e amore per il proprio lavoro, non può essere un buon responsabile.
Capo reparto si nasce, non ci si diventa.
Come puoi verificare se sei idoneo alla mansione? Semplice, basta verificare i risultati ottenuti, secondo le direttive dell’Azienda.
Le dieci caratteristiche di un buon Capo Reparto:
- senso di responsabilità
- capacità di entusiasmare i propri collaboratori
- capacità di raggiungere gli obiettivi prefissati
- convinzione nelle proprie idee
- credibilità
- capacità di ascolto
- capacità di gestione
- flessibilità
- capacità di prendere decisioni
- capacità di creare una cultura aziendale
Il 30 maggio 2001 scaduto il contratto, lascio definitivamente lo Stabilimento di Varedo

L’autobiografia, terminata, è una piccola parte della storia sullo Stabilimento Snia Viscosa di Varedo portato sul web, con l’intendo di:
far conoscere ai giovani, cosa è stata e ciò che ha rappresentato la SNIA per lo sviluppo del territorio
– evitare la perdita di valori culturali, che devono essere invece tramandati alle future generazioni, come testimonianza per i posteri
– tener viva la memoria di tutti affinchè tutto non si risolva nel triste pensiero di come oggi la Snia è ridotta
– insegnare che la storia del passato non cambia e non può farlo
– ricordare che è la memoria di ciò che è stato, se esiste chi ce lo ricorda, permane in ciò che siamo
Una dedica doverosa, va fatta, ad uno dei grandi uomini italiani, che alle doti di capitano d’industria, ha saputo essere anche uomo sempre pronto a tendere la mano all’umile.
Cav. Franco MARINOTTI
